- Messages
- 779
- Réactions+
- 83
- Localisation
- 42 Montbrison (Loire)
- Auto
-
- Autre ancienne Renault
- R1135 de 1969
- R1131 de 1963
- Dauphine Proto
- Autre ancienne Renault
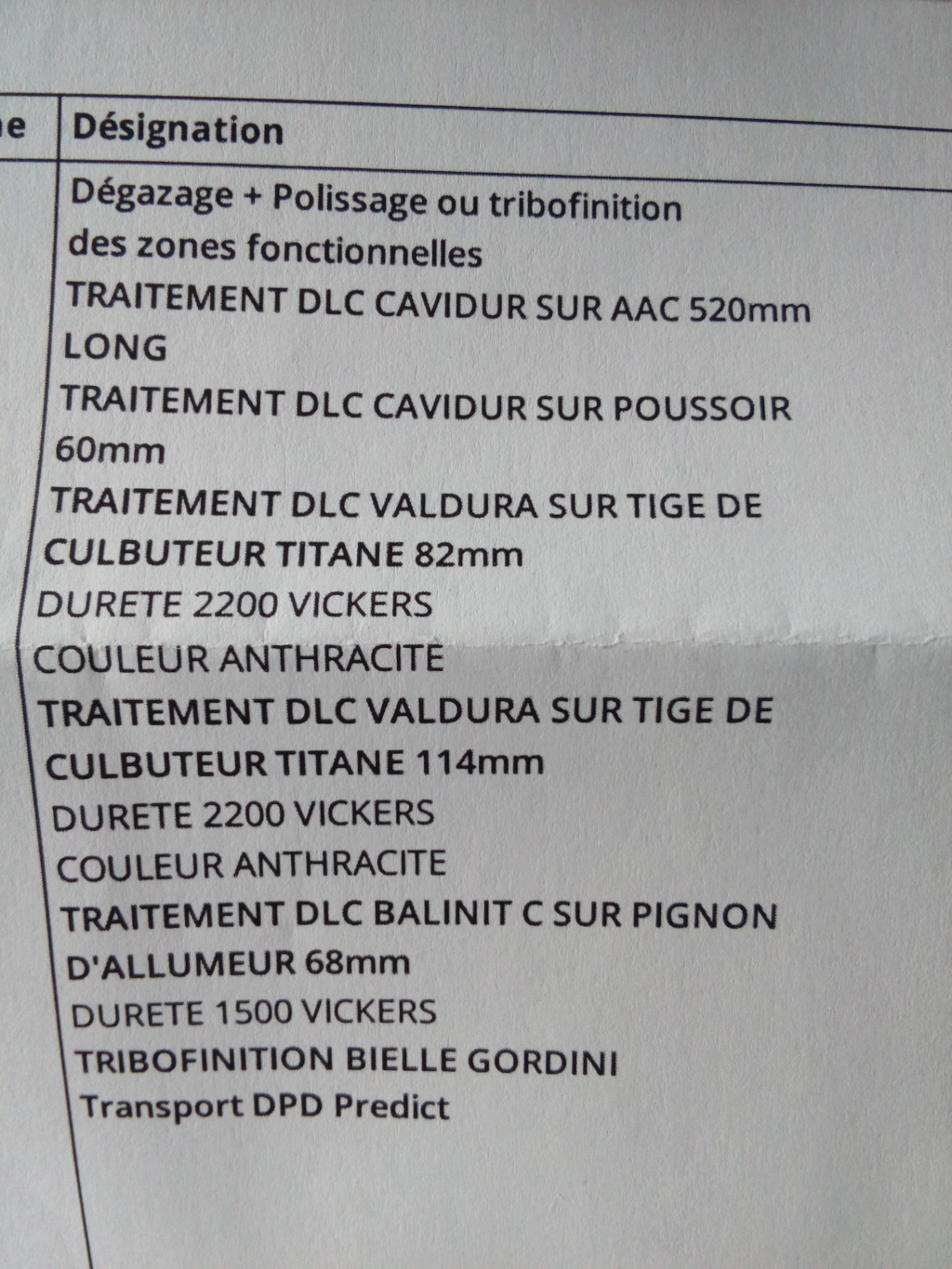
Suite partie 6 : les culbuteurs
L'ironie du travail est que j'ai commencé la préparation de ce moteur par les culbuteurs et que je la fini … Par les culbuteurs ! (en effet, j'ai fini la rampe que ce lundi !)
Donc mon premier travail à été de juste polir les culbuteurs. Mais en gardant leurs formes. les avantages sont ceux déjà cité soit amélioration de la rigidité, gain de poids, éviter l'encrassement et l'accroche de l'huile, esthétique aussi ...

Ensuite, voici le projet.
les culbuteurs sont une pièce maitresse dans ces types de moteurs. Cependant guidé par une fabrication axée grande série et au rapport coût/marge conséquent, ils étaient très perfectibles !
En effet, le système actuel métal contre métal est très sommaire mais comporte énormément de frottements, il est grand consommateur d'huile et il y a une usure rapide dans le temps.
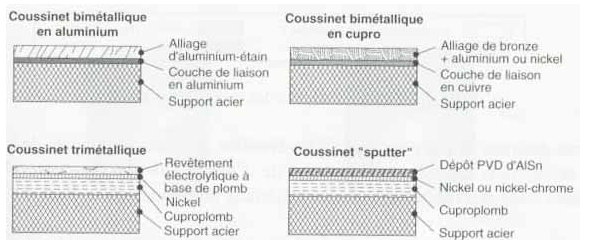
Il y a plusieurs montage possible en baguant les culbuteurs pour diminuer le coefficient de frottement et gagner en rendement.
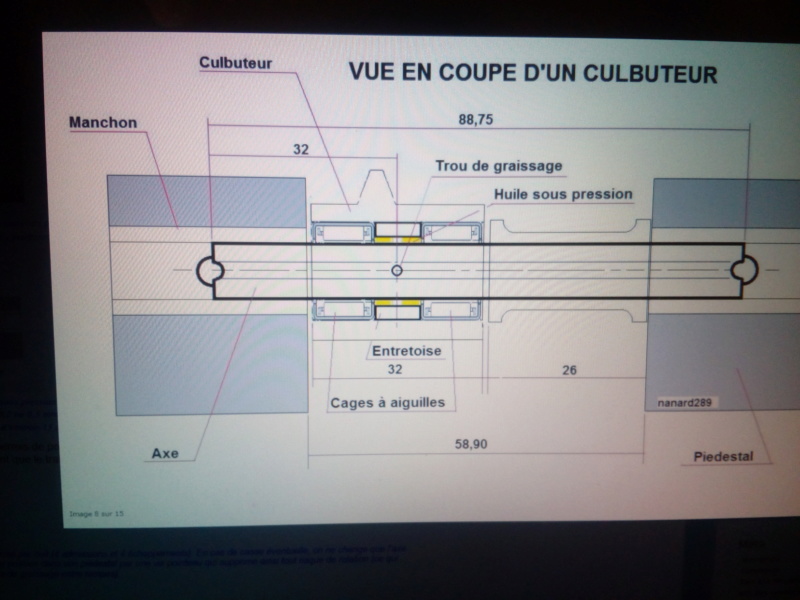
Ici, je veux réaliser le meilleur rendement. Je vais donc monter la rampe de culbuteur sur roulement. Ainsi les frottements sont presque nul et les roulements étant moins demandeur d'huile, je pourrais la encore favoriser la lubrification du bas moteur beaucoup plus sensible.
Le montage se ferra à l'aide de "cage à aiguille". C'est des roulement à aiguilles mais sans le chemin de roulement intérieur. Ainsi, on garde une faible épaisseur pour l'intégrer dans les culbuteurs et ave le chemin de roulement extérieur, il n'y a pas besoin de traitement des culbuteurs
Donc, commande de la matière

Et de l'outillage. J'ai la chance que nous soyons très bien équipé pour la mécanique auto. Malheureusement, on avait aucune machine d'usinage. J'ai donc au cours de 2 ans investit dans ces machines et outil pour être plus autonome, baissé les coûts des pièces et pouvoir faire plus d'essais.

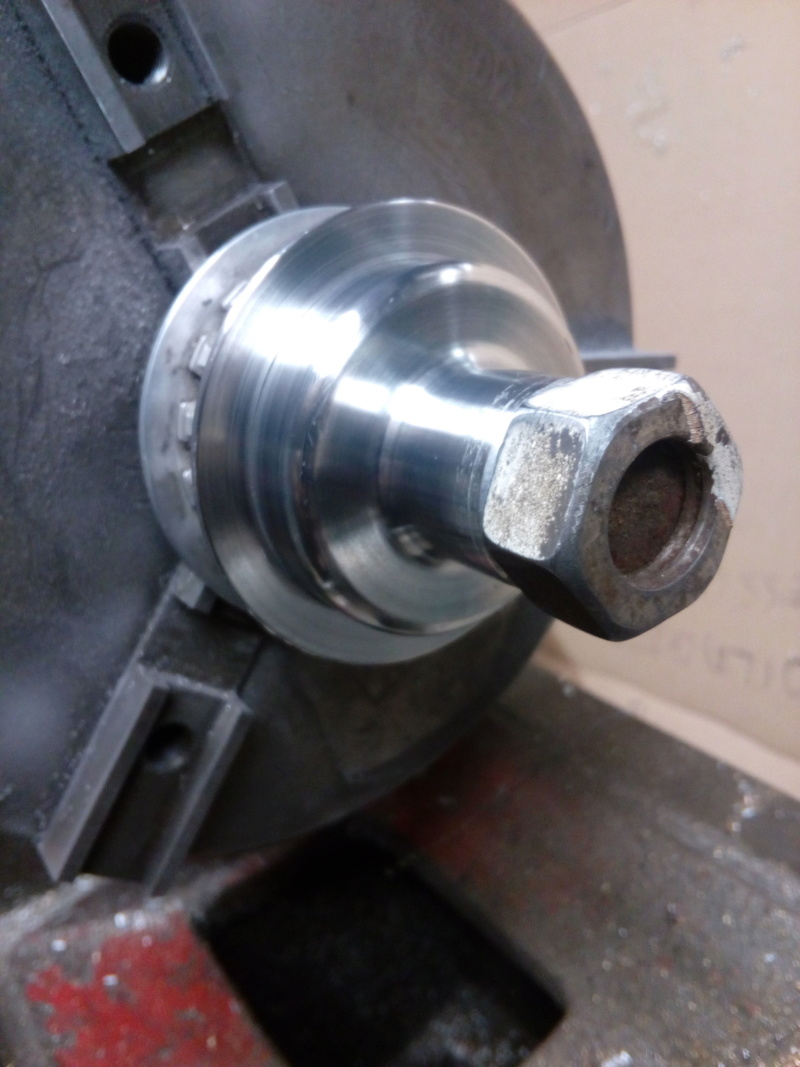
Découpage de lopin de "Genre Stub" pour fabriquer les nouveaux axes. L'acier est du 100C6 qui a la particularité d'être très réceptif au traitement thermique sans modification de côtes. le terme genre Stub indique qu'il est déjà rectifier au bon diamètre pour un chemin de roulement soit Ø12h7 ici

Perçage des conduits de lubrification principaux. les 4 extrémité seront borgnes, non débouchantes, pour limiter les fuites d'huiles inutiles et qui font perdre de la pression.
Perçage au tour pour la précision et refroidit par eau. En effet, si le métal chauffe trop lors de l'usinage, les côtes peuvent bougés. Chose que je ne veux pas pour pas avoir à payer une rectification.
Seul bémol : Gros nettoyage du tour après !

Première partie faite

Perçage des conduits de lubrifications pour les roulement et pour la circulation de l'huile

les nouveaux axes.
Ils sont plus petit en longueur car je n'ai pas d'outillage pour faire un perçage aussi long !

Ensuite, il faut effectuer un traitement thermique. Je l'ai fait faire dans mon entreprise d'alternance.
Diagramme de traitement sur la même matière pour avoir une base de travail
Donc un premier test avec Chauffe à 850°C maintient 30min minimum. Trempe dans l'huile
.Test : 64 HRC en dureté.
Revenu 2H à 150°C
Test : 48HRC : a*pas bon pour les roulements on doit être minimum à 50 et 55-65 est l'optimal.
Test 2 identique mais avec revenu 1H : 54 HRC, Parfait, on lance pour tout les autres axes

La machine de test de dureté. Elle n'est pas aussi précise que le vrai test par mesure de l'enfoncement d'une pointe diamant. Mais elle est étalonné chaque année et les valeurs sont justes

Les axes sont donc finis
Ensuite, passage aux vis de réglages. Je trouve la liaison vis/culbuteur sensible. En effet, la lubrification n'est pas optimal entre l'emplacement et le type de liaison qui une fois à peine gras est étanche.
Donc pour améliorer ça, je perce en Ø2 la rotule en son centre.
le centre était déjà un plat donc non utilisé.
l'avantage est que ça fera une arrivée direct pour l'huile au centre de la liaison. ça facilitera la lubrification et le renouvellement de l'huile.
il y a aussi un gain de poids.
L'huile ne remplira pas le conduit à cause du mouvement mais temps qu'elle arrive en bas, la mission est faite.



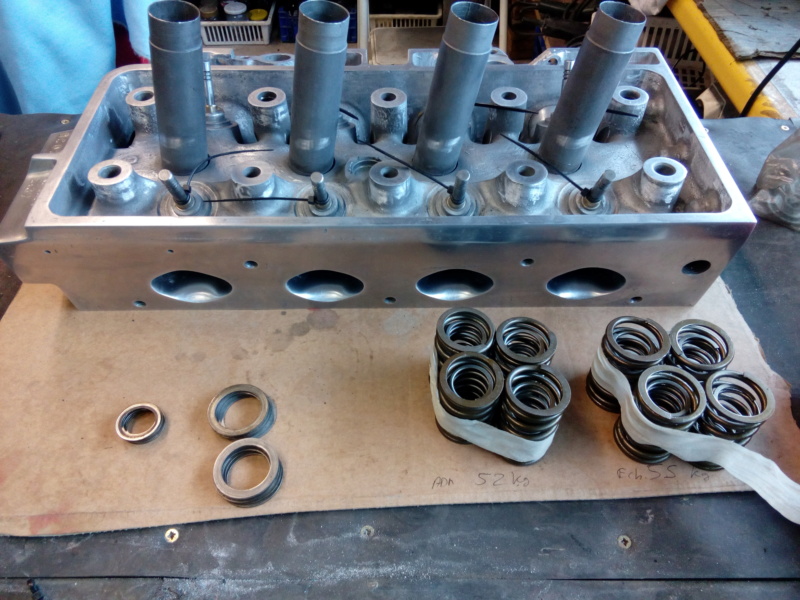
Ensuite, mise au poids des rotules plus écrou toujours pour les mêmes raisons déjà évoquées (équilibrage du fonctionnement du moteur)
je fait la mise au poids avec l'écrou car les 2 pièces travaillent ensembles et sont fixent.

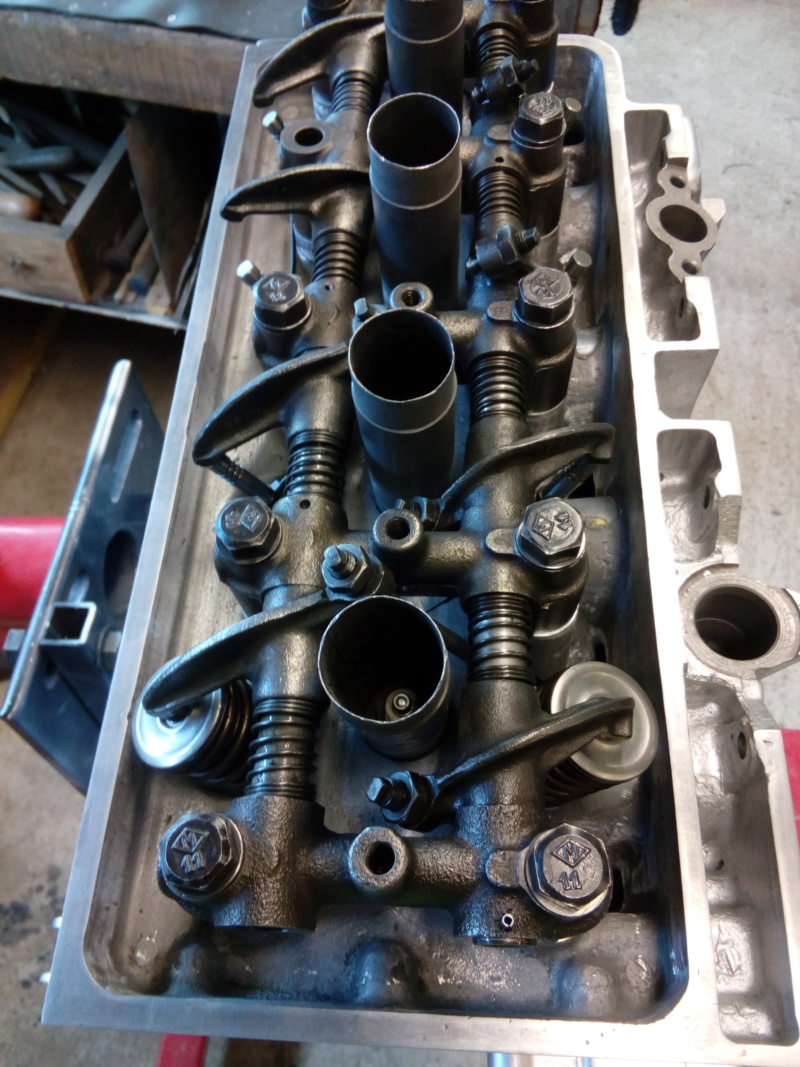
Viens ensuite le travail des culbuteurs.
Les cages à aiguilles doivent être montées légèrement pressé. le diamètre existant faisant 16.02mm et la cage 16.00, ça ne vas pas. Donc je prend une cage spécial en Ø17 et je vais réaléser les culbuteur à 16.98mm pour un montage à peine pressé.
Essai sur un vieux culbuteur
Réglage :

Usinage

Mesure, je suis à 16.90, pas bon, je refait une mini passe

Ensuite, passage de l'alésoir pour être tip top.
ini donc montage test rapide :
Le résultat est flagrant en terme de frottement et il n'y a même pas d'huile !

Donc essai validé, je fais mes culbuteurs déjà poli.
Usinage, mesure, je refait si besoin (usure de la pastille qui change la côte)
Passage à l'alésoir à la fin

Et essai :

Parfait. Et ceci pour les 8 culbuteurs.
L'ironie du travail est que j'ai commencé la préparation de ce moteur par les culbuteurs et que je la fini … Par les culbuteurs ! (en effet, j'ai fini la rampe que ce lundi !)
Donc mon premier travail à été de juste polir les culbuteurs. Mais en gardant leurs formes. les avantages sont ceux déjà cité soit amélioration de la rigidité, gain de poids, éviter l'encrassement et l'accroche de l'huile, esthétique aussi ...
Ensuite, voici le projet.
les culbuteurs sont une pièce maitresse dans ces types de moteurs. Cependant guidé par une fabrication axée grande série et au rapport coût/marge conséquent, ils étaient très perfectibles !
En effet, le système actuel métal contre métal est très sommaire mais comporte énormément de frottements, il est grand consommateur d'huile et il y a une usure rapide dans le temps.
Il y a plusieurs montage possible en baguant les culbuteurs pour diminuer le coefficient de frottement et gagner en rendement.
Ici, je veux réaliser le meilleur rendement. Je vais donc monter la rampe de culbuteur sur roulement. Ainsi les frottements sont presque nul et les roulements étant moins demandeur d'huile, je pourrais la encore favoriser la lubrification du bas moteur beaucoup plus sensible.
Le montage se ferra à l'aide de "cage à aiguille". C'est des roulement à aiguilles mais sans le chemin de roulement intérieur. Ainsi, on garde une faible épaisseur pour l'intégrer dans les culbuteurs et ave le chemin de roulement extérieur, il n'y a pas besoin de traitement des culbuteurs
Donc, commande de la matière
Et de l'outillage. J'ai la chance que nous soyons très bien équipé pour la mécanique auto. Malheureusement, on avait aucune machine d'usinage. J'ai donc au cours de 2 ans investit dans ces machines et outil pour être plus autonome, baissé les coûts des pièces et pouvoir faire plus d'essais.
Découpage de lopin de "Genre Stub" pour fabriquer les nouveaux axes. L'acier est du 100C6 qui a la particularité d'être très réceptif au traitement thermique sans modification de côtes. le terme genre Stub indique qu'il est déjà rectifier au bon diamètre pour un chemin de roulement soit Ø12h7 ici
Perçage des conduits de lubrification principaux. les 4 extrémité seront borgnes, non débouchantes, pour limiter les fuites d'huiles inutiles et qui font perdre de la pression.
Perçage au tour pour la précision et refroidit par eau. En effet, si le métal chauffe trop lors de l'usinage, les côtes peuvent bougés. Chose que je ne veux pas pour pas avoir à payer une rectification.
Seul bémol : Gros nettoyage du tour après !
Première partie faite
Perçage des conduits de lubrifications pour les roulement et pour la circulation de l'huile
les nouveaux axes.
Ils sont plus petit en longueur car je n'ai pas d'outillage pour faire un perçage aussi long !
Ensuite, il faut effectuer un traitement thermique. Je l'ai fait faire dans mon entreprise d'alternance.
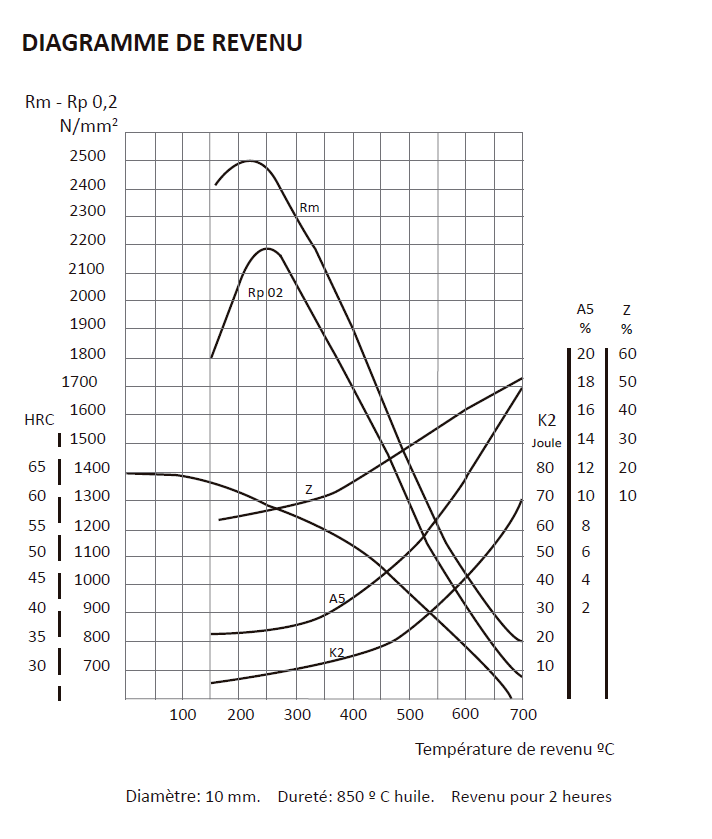
Diagramme de traitement sur la même matière pour avoir une base de travail
Donc un premier test avec Chauffe à 850°C maintient 30min minimum. Trempe dans l'huile
.Test : 64 HRC en dureté.
Revenu 2H à 150°C
Test : 48HRC : a*pas bon pour les roulements on doit être minimum à 50 et 55-65 est l'optimal.
Test 2 identique mais avec revenu 1H : 54 HRC, Parfait, on lance pour tout les autres axes
La machine de test de dureté. Elle n'est pas aussi précise que le vrai test par mesure de l'enfoncement d'une pointe diamant. Mais elle est étalonné chaque année et les valeurs sont justes
Les axes sont donc finis
Ensuite, passage aux vis de réglages. Je trouve la liaison vis/culbuteur sensible. En effet, la lubrification n'est pas optimal entre l'emplacement et le type de liaison qui une fois à peine gras est étanche.
Donc pour améliorer ça, je perce en Ø2 la rotule en son centre.
le centre était déjà un plat donc non utilisé.
l'avantage est que ça fera une arrivée direct pour l'huile au centre de la liaison. ça facilitera la lubrification et le renouvellement de l'huile.
il y a aussi un gain de poids.
L'huile ne remplira pas le conduit à cause du mouvement mais temps qu'elle arrive en bas, la mission est faite.
Ensuite, mise au poids des rotules plus écrou toujours pour les mêmes raisons déjà évoquées (équilibrage du fonctionnement du moteur)
je fait la mise au poids avec l'écrou car les 2 pièces travaillent ensembles et sont fixent.
Viens ensuite le travail des culbuteurs.
Les cages à aiguilles doivent être montées légèrement pressé. le diamètre existant faisant 16.02mm et la cage 16.00, ça ne vas pas. Donc je prend une cage spécial en Ø17 et je vais réaléser les culbuteur à 16.98mm pour un montage à peine pressé.
Essai sur un vieux culbuteur
Réglage :
Usinage
Mesure, je suis à 16.90, pas bon, je refait une mini passe
Ensuite, passage de l'alésoir pour être tip top.
ini donc montage test rapide :
Le résultat est flagrant en terme de frottement et il n'y a même pas d'huile !
Donc essai validé, je fais mes culbuteurs déjà poli.
Usinage, mesure, je refait si besoin (usure de la pastille qui change la côte)
Passage à l'alésoir à la fin
Et essai :
Parfait. Et ceci pour les 8 culbuteurs.























") :clap:
:clap: